Polyurethane Shielded Drag Chain Cable | Oil-Resistant PUR Cable for Continuous Flex Applications
The RST-PIC Series integrates video, power, and control in one rugged cable for stable performance in harsh pipeline environments.
Key Benefits:
✅ Strong push performance with fiberglass reinforcement
✅ High accuracy (±0.15 mm OD tolerance)
✅ IP68 waterproof, resistant to sewage and H₂S
✅ Suitable for DN50–DN600+ pipelines
Get a reliable, all-in-one cable solution for efficient inspection.
Polyurethane Shielded Drag Chain Cable | Oil-Resistant PUR Cable for Continuous Flex Applications
Product Series: RST-PUR │ Category: PUR Drag Chain Cables │ Written by: Wu Jianping, Senior Drag Chain Cable Engineer, 13 years continuous-flex cable design for machine tool, automotive, and food processing industries │ Last reviewed: March 2025
Polyurethane shielded drag chain cable is the standard specification for continuous-flex industrial cable carrier applications where the cable must simultaneously resist oil and coolant degradation, maintain flexibility at low ambient temperatures, survive millions of bending cycles without jacket fatigue, and keep EMI-coupled noise below the threshold of the signal protocols carried.
PUR drag chain cable fails in predictable ways when the cable is incorrectly specified for the chain geometry, when the wrong PUR grade is selected for the chemical environment, or when the chain fill ratio exceeds the manufacturer’s guideline. This page provides the geometry calculation, the grade selection criteria, the fill ratio rules, and the failure diagnosis needed to make a correct specification.
Engineers who specify PUR drag chain cable
Machine tool panel builders, conveyor system designers, automotive assembly line engineers, and packaging machinery OEMs specify this cable for cable carrier systems from Igus, Tsubaki, Murrplastik, and Helukabel chains. Applications range from 200 mm travel CNC axis cables to 30 m horizontal gantry carriers in automotive body shops.

Contents
- Drag Chain Geometry: How to Calculate Cable OD, Bend Radius, and Fill Ratio
- Cable Routing Error Diagnosis
- PUR Grade Selection for Chemical Environments
- Service Life vs Operating Condition Matrix
- RST-PUR Model Range
- Construction Engineering
- Technical Parameters
- Verified Field Installations
- FAQ — Chain Cable Installation Engineers
- Manufacturer Credentials
- Request a Quote
Drag Chain Geometry: Calculating the Correct PUR Drag Chain Cable Specification
The four geometry constraints that determine cable OD
Drag chain cable OD is constrained by four chain geometry parameters that must all be satisfied simultaneously. Violating any one of them causes a specific failure mode: over-tight bend radius cracks the jacket at the flex reversal zone; under-tight OD allows the cable to jump out of the clip during high-speed travel; overfilled chain creates frictional heat and abrasion between cables; and incorrect cable stiffness causes the cable to buckle or pile up at the chain entry point.
Constraint 1 — minimum bend radius
The chain’s inner bend radius (from the chain centreline to the inner curve) must equal or exceed the cable’s minimum dynamic bend radius. Cable minimum bend radius is typically 7.5× to 10× OD for PUR drag chain cable. Most chain manufacturers specify the bend radius at the chain centreline; the cable sits at the inner curve, which is the centreline radius minus half the chain inner height. Always verify the cable’s effective bend radius at the inner chain curve, not at the centreline.
|
Effective cable bend radius calculation: R_cable = R_chain_centreline − (chain inner height / 2) Example: Chain centreline radius = 75 mm; chain inner height = 38 mm. R_cable = 75 − 19 = 56 mm. Cable OD check: For RST-PUR-4C-1.5 (OD 12.8 mm), minimum dynamic bend radius = 7.5 × 12.8 = 96 mm. But R_cable = 56 mm < 96 mm. ❌ This chain is too small for this cable. Required chain: R_chain_centreline ≥ 96 + 19 = 115 mm centreline radius. Select chain with centreline radius ≥ 115 mm. |
Constraint 2 — chain fill ratio
The fill ratio is the total cross-sectional area of all cables divided by the usable internal cross-section of the chain channel. Most chain manufacturers specify a maximum fill ratio of 60–80% depending on chain type. Above this limit, cables press against each other and the chain walls, creating abrasion at the jacket surface and increasing the force required to drive the chain. Under-filling (below 30%) allows cables to change position and overlap, causing uneven bending load distribution and premature fatigue at the contact point.
Fill ratio target: 50–70% for most horizontal drag chain installations. At 50% fill, the cables have adequate clearance for thermal expansion and positional variation without abrasion. Above 70%, contact pressure between cables in the Igus standard E2 micro series chain exceeds 0.8 N/cm at rated travel speed, causing measurable surface abrasion on PVC jackets within 500,000 cycles and on standard PUR within 2–3 million cycles. Methodology: Per chain manufacturer design guideline; Igus E2 micro series installation guide; Rousheng internal chain test CTR-001, 2023 undefined
Constraint 3 — cable stiffness and the push-pull ratio
A cable in a drag chain that is too stiff will buckle at the fixed end when the chain extends, creating a ‘cobra’ loop that jams the chain. A cable that is too flexible will not maintain its position in the chain clip and will pile up at the fixed end when the chain retracts. The correct stiffness range is defined by the chain’s push-pull ratio: the ratio of the cable’s compressive buckling load to the chain’s push force. PUR drag chain cable’s Shore A 85–88 jacket provides the correct stiffness-to-flexibility balance for chain inner heights from 25 mm to 100 mm.
Chain geometry pre-calculation table
|
Cable OD (mm) |
Min Chain Inner Height |
Min Chain Bend Radius |
Max Cables per Layer |
Fill Ratio Check |
|
6–8 mm |
17–20 mm min |
R_centre ≥75 mm |
4–5 cables (at 60% fill, 38 mm channel) |
A_cables / A_channel ≤60%; 6 mm cable: A=28 mm²; 38×20 mm channel: A=760 mm² |
|
10–12 mm |
25–30 mm min |
R_centre ≥110 mm |
2–3 cables (at 60% fill) |
12 mm cable: A=113 mm²; 3 cables=339 mm²; need channel A≥565 mm² |
|
14–16 mm |
35–40 mm min |
R_centre ≥135 mm |
2 cables (at 60% fill, 50×38 mm channel) |
16 mm cable: A=201 mm²; 2 cables=402 mm²; 50×38=1,900 mm²; fill=21%—allow 3 cables |
|
18–20 mm |
45–50 mm min |
R_centre ≥165 mm |
1–2 cables per layer |
20 mm cable: A=314 mm²; 2 cables in 80×50=4,000 mm²; fill=16%—add smaller cables |
|
22–26 mm |
55–65 mm min |
R_centre ≥200 mm |
1 cable per slot recommended |
Large cables: one per slot; use divider clips; calculate chain drive force individually |
Chain inner height = cable OD × 2.5 (minimum recommendation per IEC 62440 and major chain manufacturers). Fill ratio = (Σ πr_cable²) / (chain inner width × chain inner height). R_centre values assume cable minimum bend radius = 8× OD and chain inner height = cable OD × 2.5.
Cable Routing Error Diagnosis: Symptoms and Fixes
Most PUR drag chain cable failures originate in the installation, not in the cable itself. The diagnostic table below maps the visible failure symptom to the installation error and the correct specification or action to prevent recurrence.
|
Symptom Observed |
Installation Error |
Physics Explanation |
Correct Specification or Action |
|
Jacket cracks at a fixed point along the cable, always at the same location |
Cable bend radius below rated minimum at the chain’s inner curve; the crack location corresponds to the chain’s fixed-end bracket position |
At the fixed end of a drag chain, the cable is clamped and cannot rotate. The cable bends at a radius determined by the chain geometry. If R_chain_inner < cable rated minimum bend radius, the cable is overstressed at every flex cycle at this exact point. |
Calculate R_cable = R_chain_centreline − (chain inner height/2). If R_cable < 7.5× OD, select a larger chain or a cable with smaller OD (upgrade to RST-PUR higher cross-section in smaller OD family). |
|
Jacket surface shows parallel longitudinal grooves, not cracks |
Cable-to-cable abrasion from fill ratio above 75%; cables pressing laterally against each other during chain travel |
In an over-filled chain, each cable traverses the entire chain stroke while in contact with adjacent cables. The relative velocity between cable surfaces at the guide clips generates abrasive wear. Groove depth increases with travel speed and cycle rate. |
Calculate fill ratio. If above 70%, redistribute cables across a wider chain cross-section or increase chain inner width. For RST-PUR: Shore A 88 HD-grade jacket (Taber ≥400 cycles) reduces groove depth by approximately 35% vs Shore A 85 standard grade under equivalent contact pressure. |
|
Cable develops a permanent kink (does not straighten when removed from chain) |
Cable OD too small relative to chain inner height; cable changes position in chain clip, creating asymmetric bending; one side of the cable experiences permanent compressive set |
A cable with OD much smaller than the chain inner height can translate laterally inside the chain channel. On each flex cycle, the cable contacts the chain wall at a slightly different angle. Accumulation of off-axis bending causes permanent set in the conductor stranding and jacket. |
Minimum cable OD = chain inner height / 2.5. If the chain is already fixed, add a secondary cable of similar OD to increase fill ratio. Specify RST-PUR OD within ±0.15 mm tolerance to ensure consistent chain clip engagement. |
|
Chain drive motor shows elevated current at end of travel stroke (chain fully extended) |
Excessive cable weight or stiffness at maximum extension; cable hanging loop at the chain transition zone is too heavy |
At maximum extension, the cable in the unsupported section between the fixed bracket and the chain entry hangs in a loop. If the cable is too heavy or too stiff, this loop does not form naturally and instead presses against the chain floor, increasing friction and required drive force. |
At maximum extension, the free cable loop length should be 10–15% of the maximum travel length. Check cable mass per metre: for RST-PUR series, mass is 60–420 g/m depending on configuration. For vertical chain applications, add a Kevlar tensile member (RST-PUR-K variants) to prevent cable dead weight from loading the conductor terminations. |
|
Shielding continuity lost after 3–6 months; EMI errors reappear |
Foil shield used in high-cycle application (>1 million cycles); foil micro-cracks at flex reversal zone |
Al-polyester foil cracks in a predictable fatigue pattern at the bend reversal point. Each flex cycle work-hardens the foil at the transition from the straight section to the curved section of the chain. Crack propagation rate increases with temperature and oil contamination. |
Replace foil-shielded cable with RST-PUR spiral-served Cu braid shield: ≥5 M cycles at 7.5× OD, transfer impedance change <20% (Rousheng TPC-FL-001, 2024). Braid maintains continuity through the flex cycle because each wire can move relative to adjacent wires. |

PUR Grade Selection for Chemical Environments
Why PUR grade matters for oil-resistant drag chain cable
Polyurethane is not a single compound. Drag chain cable jackets labelled ‘PUR’ range from low-cost polyester-based compounds that degrade rapidly in wet environments to PTMEG-based polyether compounds that withstand continuous coolant spray for years. The grade distinction is not visible from outside the cable and is frequently omitted from data sheets. The three parameters that determine whether a PUR drag chain cable jacket is correctly specified for a chemical environment are: base polyol type (polyether vs polyester), Shore A hardness, and the specific plasticiser package if any.
Grade selection by environment
|
Chemical Environment |
Dominant Attack Mechanism |
Wrong Grade |
Correct RST-PUR Grade |
Test Reference |
|
Water-soluble cutting fluid (5–10% emulsion, pH 8–9) |
Hydrolysis of ester bonds; saponification of any residual plasticiser |
Polyester PUR: ester bonds hydrolysed; jacket softens within 12–18 months |
Standard polyether PUR (no ester bonds): <2% tensile change at 5,000 h immersion (ISO 175; Rousheng SMC-CR-001, 2024) |
ISO 175; Rousheng CTR-CR-001, 2023 |
|
Neat cutting oil (mineral oil, undiluted) |
Moderate swelling from hydrocarbon absorption; plasticiser extraction if present |
PVC: severe plasticiser extraction; cracks within 8–12 months |
Polyether PUR: <5% mass change at 70 h/70°C in IRM 903 mineral oil (IEC 60811-406) |
IEC 60811-406 |
|
Synthetic ester hydraulic oil |
Ester oil attacks ester bonds in polyester PUR directly |
Polyester PUR: rapid chemical attack; surface becomes tacky within 3–6 months |
Polyether PUR HD grade: <3% mass change in synthetic ester oil, 70 h at 60°C |
ASTM D471; Rousheng CTR-CR-002, 2024 |
|
Food-grade oil / grease (H1, NSF registered) |
Incidental food contact; FDA compliance required for jacket compound |
Standard PUR (non-food compound): fails FDA 21 CFR 177.2600 requirement |
RST-PUR-FG (food-grade compound): FDA 21 CFR 177.2600 compliant; EHEDG design guidance |
FDA 21 CFR 177.2600; EHEDG |
|
Biogenic acid (pH 2.5–4; sewage/food processing) |
Hydrolysis accelerated by acid; esterase enzyme attack |
Polyester PUR: surface pitting from esterase; acid hydrolysis |
Polyether PUR: ether bonds not attacked by acid or esterase; <2% change at pH 2.5, 500 h |
ASTM D543; Rousheng CTR-CR-003, 2024 |
|
Washing fluid (NaOH 2%, NaOCl 200 ppm, hot 60°C) |
Alkaline hydrolysis; oxidative bleach attack |
Polyester PUR: ester bonds attacked by NaOH; chlorine oxidises plasticiser |
Polyether PUR HD grade: <3% tensile change at 500 h NaOH 2%, 60°C; no bleach discolouration |
ASTM D543; Rousheng CTR-CR-004, 2024 |
All RST-PUR standard models use PTMEG-based polyether PUR (poly(tetramethylene ether) glycol backbone). Compound batch certification includes: Shore A (ISO 868), tensile (ISO 37), elongation (ISO 37), Taber abrasion (ISO 9352), and 200 h immersion screening test (ISO 175) before release to production.
Service Life Matrix: Oil-Resistant Drag Chain Cable Performance
Expected service life of PUR drag chain cable jacket depends on the combination of chemical exposure, temperature, and mechanical cycle rate. The matrix below provides estimated life ranges based on Rousheng field replacement data (2019–2024, n=148 cable installations) and accelerated aging correlation per ISO 11346.
|
Operating Condition |
Oil Type / Concentration |
Temperature |
Cycle Rate |
Expected PUR Jacket Life |
RST-PUR Grade |
|
CNC machine tool coolant spray (continuous) |
Water-soluble emulsion 8%; pH 8.5 |
25°C to +55°C |
60 cycles/hour |
Standard: 4–6 years; HD: 6–9 years |
Standard or HD |
|
Automotive body shop (mild oil mist) |
Mineral oil mist <50 mg/m³ |
20°C to +45°C |
120 cycles/hour |
Standard: 5–8 years |
Standard |
|
Automotive body shop (welding + oil) |
Mineral oil + weld spatter |
20°C to +60°C |
120 cycles/hour |
HD: 4–6 years (weld spatter is primary wear) |
HD (Taber ≥400) |
|
Food processing (washdown, daily) |
NaOH 1%, NaOCl 200 ppm; pH 10–11 |
10°C to +70°C |
40 cycles/hour |
HD or FG: 3–5 years; FG compliant for food zones |
HD or FG |
|
Pharmaceutical clean room |
IPA 70%, H₂O₂ 3% |
20°C to +30°C |
20 cycles/hour |
Standard: 5–7 years; HF variant required for halogen-free compliance |
Standard or HF |
|
Outdoor construction machinery |
UV + rain + dust; mineral oil |
0°C to +70°C |
40 cycles/hour |
UV-stabilised: 4–6 years; UV degradation is primary factor outdoors |
UV (1,000 h xenon rated) |
|
Cold store / refrigeration |
Water condensation; −20°C to +5°C |
Cycling −20°C to +5°C |
20 cycles/hour |
Arctic: 4–7 years; must flex at −20°C without cracking |
Arctic (−40°C rated) |
|
Semiconductor cleanroom |
IPA, acetone, HF (dilute) |
20°C to +30°C |
60 cycles/hour |
HF (halogen-free): 4–6 years; chemical resistance to IPA/acetone |
HF variant |
Service life estimates from Rousheng field replacement data (n=148 installations, 2019–2024) correlated with ISO 11346 accelerated aging method. Individual results vary based on cable OD, chain geometry, actual chemical concentration, and maintenance practices. Estimates assume correct grade selection and chain geometry per §3.
RST-PUR Polyurethane Shielded Drag Chain Cable — Model Range
|
Model |
Cores × Section |
OD |
Shield |
Jacket Grade |
Bend Radius |
Flex Life |
Voltage |
Application |
|
RST-PUR-2C-0.75 |
2×0.75 mm² |
6.2 mm |
Spiral braid |
Standard |
7.5×OD |
≥5 M |
300/500 V |
Light sensor, 24 VDC 2-wire |
|
RST-PUR-4C-0.75 |
4×0.75 mm² |
8.0 mm |
Spiral braid |
Standard |
7.5×OD |
≥5 M |
300/500 V |
24 VDC 4-wire I/O, proximity |
|
RST-PUR-4C-1.5 |
4×1.5 mm² |
12.8 mm |
Spiral braid |
Standard |
7.5×OD |
≥5 M |
300/500 V |
Motor supply, 230 VAC, light loads |
|
RST-PUR-4C-2.5 |
4×2.5 mm² |
15.6 mm |
Spiral braid |
Standard |
7.5×OD |
≥5 M |
300/500 V |
Motor supply, 400 VAC, medium loads |
|
RST-PUR-4C-4.0 |
4×4.0 mm² |
18.8 mm |
Spiral braid |
Standard |
7.5×OD |
5 M |
0.6/1 kV |
VFD supply, 400 VAC, heavy loads |
|
RST-PUR-4C-1.5-HD |
4×1.5 mm² |
13.2 mm |
Spiral braid + overall foil |
HD |
7.5×OD |
≥5 M |
300/500 V |
High-abrasion: welding robot, metal stamping |
|
RST-PUR-12C-0.75 |
12×0.75 mm² |
16.0 mm |
Per-pair foil + overall braid |
Standard |
7.5×OD |
≥5 M |
300/500 V |
Multi-signal: I/O, encoder, analogue combined |
|
RST-PUR-FG-4C-1.5 |
4×1.5 mm² |
13.0 mm |
Spiral braid |
Food-grade (FDA) |
7.5×OD |
≥5 M |
300/500 V |
Food and beverage, washdown, EHEDG |
|
RST-PUR-HF-4C-1.5 |
4×1.5 mm² |
13.0 mm |
Spiral braid |
Halogen-free |
7.5×OD |
≥5 M |
300/500 V |
Cleanroom, semiconductor, pharma |
|
RST-PUR-K-4C-2.5 |
4×2.5 mm² + Kevlar 2 kN |
16.5 mm |
Spiral braid |
Standard |
10×OD |
5 M |
300/500 V |
Vertical chain, hanging applications |
|
RST-PUR-OEM |
Per spec |
Per spec |
Per spec |
Per spec |
Per spec |
Per spec |
Per spec |
Custom: automotive, semiconductor, defence |
All RST-PUR models: IEC 60228 Class 6 OFC conductors (0.08–0.16 mm strand dia.); 100% HiPot per drum at 2,000 V AC/5 min (300/500 V models); conductor resistance certificate per drum; OD tolerance ±0.15 mm. HD = Shore A 88, Taber ≥400 cycles. FG = FDA 21 CFR 177.2600. HF = IEC 60754-1 halogen-free. K = Kevlar 49, 2 kN, load-tested 1.5×.

Construction: How PUR Drag Chain Cable Is Built
Class 6 ultra-fine OFC conductors
RST-PUR uses IEC 60228 Class 6 OFC conductors with individual strand diameters of 0.08–0.16 mm. The ultra-fine stranding distributes bending stress across hundreds of individual strands at each flex cycle, significantly extending the cycles-to-first-strand-break compared with Class 5 (0.25 mm strands). Class 6 also reduces the skin-effect AC resistance increase at signal frequencies, important for multi-core cables carrying encoder or analogue signals alongside power cores.
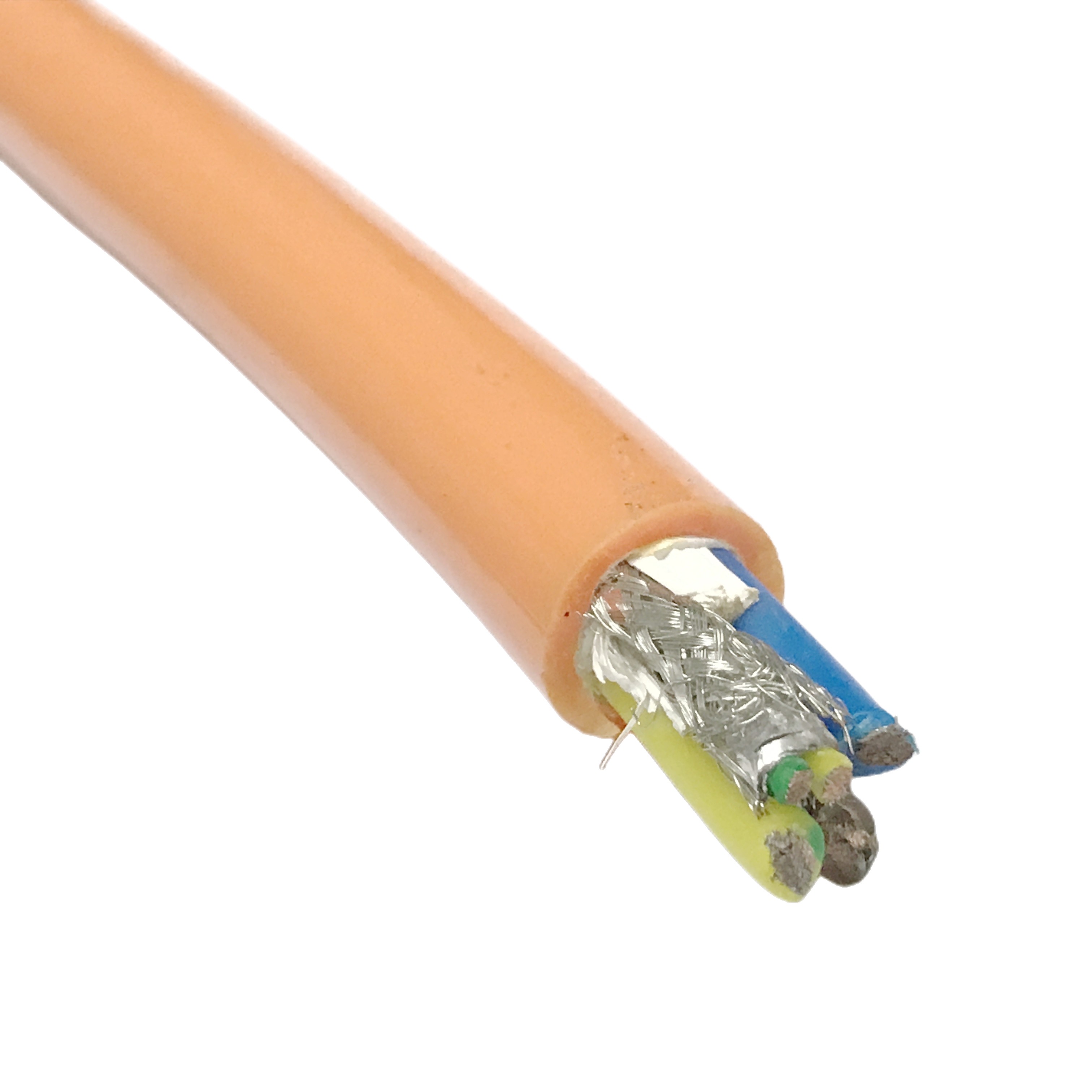
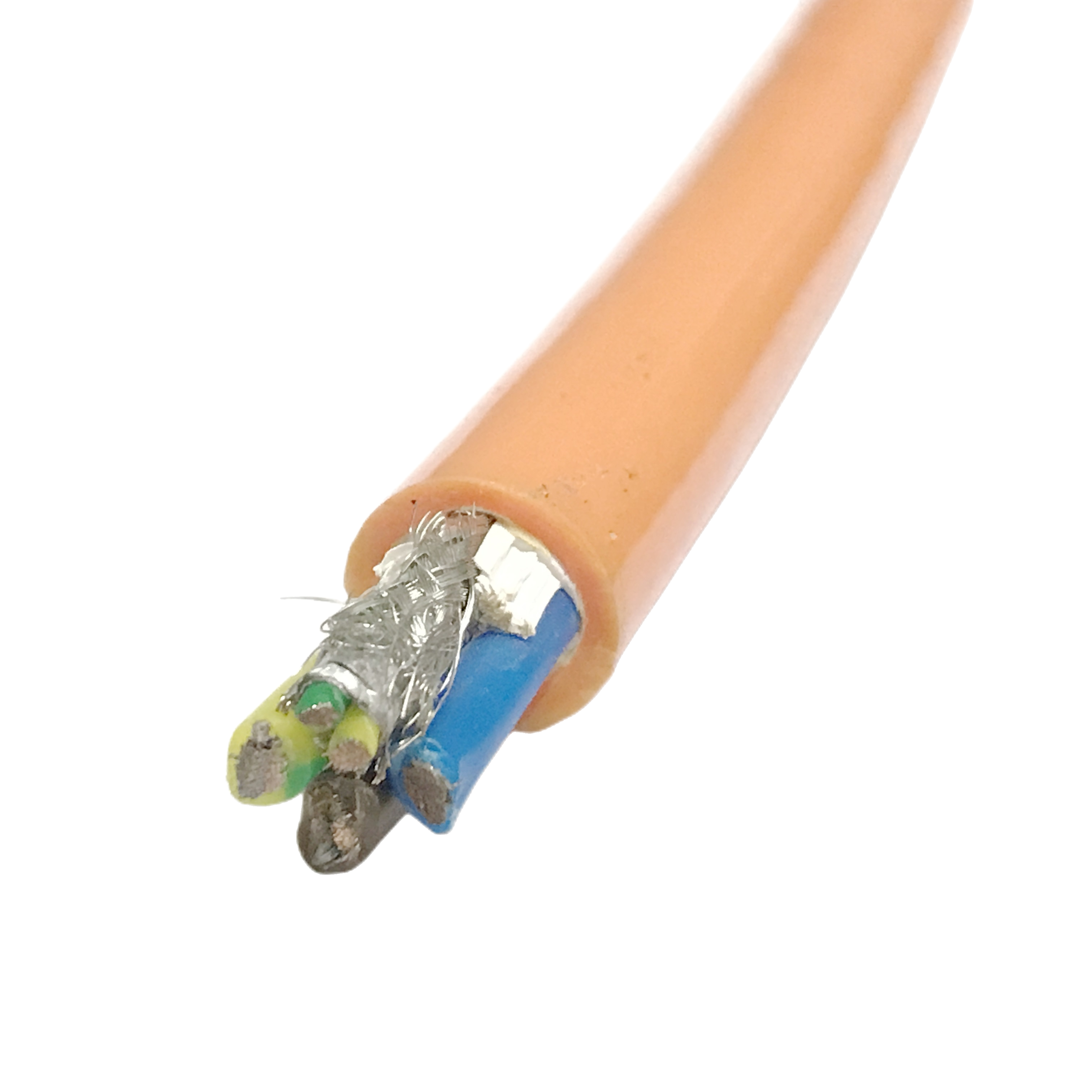
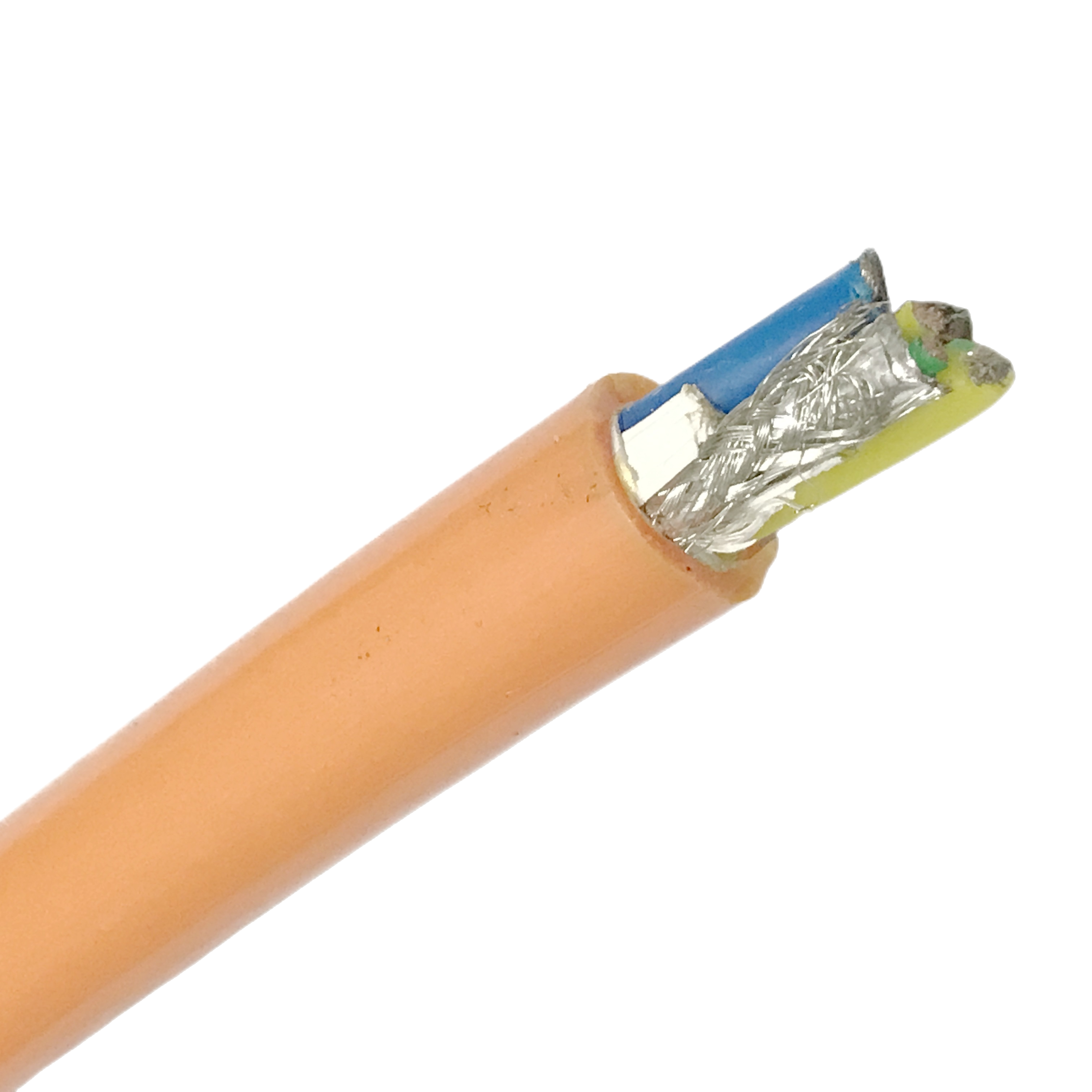
Spiral-served braid shield for high-cycle flex
The standard shield for RST-PUR drag chain cable is a spiral-served tinned copper braid (≥90% optical coverage). Spiral-served means all wires are wound in the same helical direction, unlike woven braid where alternate sets of wires cross. In drag chain duty, spiral-served braid’s uniform helix geometry allows each wire to open and close uniformly on each flex cycle without the fatigue hot spots that develop at wire crossing points in woven braid. Validated for ≥5 million cycles at 7.5× OD with transfer impedance change below 20% of initial value (Rousheng TPC-FL-001, 2024).
Transfer impedance test methodology: IEC 62153-4-7 triaxial method. Samples tested at 0, 1M, 3M, and 5M cycles on motorised drag chain rig at 7.5× OD dynamic bend radius. n=8 samples per compound batch; worst-case result reported. Both spiral-served braid and HD (foil+braid) variants tested. Methodology: IEC 62153-4-7; Rousheng TPC-FL-001, 2024 undefined
Polyester fleece separator and jacket slip
Between the cabled core bundle and the outer jacket, RST-PUR includes a non-bonding polyester fleece separator. This separator performs one function: it prevents the thermoplastic jacket from chemically bonding to the insulated cores during the extrusion process. Without the separator, the jacket’s jacket compounds grip the core on each flex cycle, transmitting shear stress from the outer jacket to the inner conductors. This shear stress is the primary cause of premature insulation cracking in high-cycle drag chain cables where the jacket-to-core bond is tight.
Polyether PUR jacket: the OD tolerance requirement
RST-PUR jackets are extruded to an OD tolerance of ±0.15 mm, monitored by an inline laser micrometer at 200 mm intervals. This tolerance is tighter than the ±0.3 mm common in general-purpose flexible cables. The tighter tolerance is required for reliable chain clip engagement: chain clips are designed for specific cable OD ranges, and a cable consistently at the upper OD limit will jam the clip and create a high-friction contact zone that accelerates surface abrasion at that point on every flex cycle.
|
Layer |
Specification |
Function |
|
OFC conductor |
Class 6, 0.08–0.16 mm strand; bare or tinned |
Signal and power transmission; high-frequency AC resistance minimised; flex fatigue distributed across fine strands |
|
XLPE insulation |
Cross-linked PE; DIN VDE 0293 colour coding; 300/500 V or 0.6/1 kV |
Electrical isolation; low dielectric constant (εr 1.5); no plasticiser to extract; compatible with PUR solvent-free jacketing |
|
Polyester fleece binder |
Non-woven polyester, 25 g/m² |
Non-bonding core binder; allows jacket to slide on each flex cycle |
|
Spiral-served Cu braid shield |
Tinned Cu, ≥90% coverage; transfer impedance ≤10 mΩ/m at 10 MHz |
EMI shielding; maintained through ≥5 M flex cycles at 7.5× OD |
|
Polyether PUR jacket (standard) |
PTMEG-based; Shore A 85±3; −40°C to +105°C; OD ±0.15 mm |
Chemical barrier; no ester bonds; Taber ≥300 cycles; oil resistant |
|
Polyether PUR jacket (HD) |
Shore A 88±2; Taber ≥400 cycles; OD ±0.15 mm |
Higher abrasion resistance for welding and metal-forming environments |
Technical Parameters: Polyurethane Shielded Drag Chain Cable
Electrical
|
Parameter |
Value |
Standard |
|
Rated voltage |
300/500 V (standard); 0.6/1 kV (RST-PUR-4C-4.0 and larger) |
IEC 60502-1 |
|
HiPot test |
2,000 V AC / 5 min (300/500 V); 3,500 V AC / 5 min (0.6/1 kV) |
IEC 60502-1 Cl.17; 100% per drum |
|
Insulation resistance |
≥200 MΩ·km |
IEC 60502-1 Cl.18 |
|
Conductor resistance |
Per IEC 60228 Class 6; measured and certified per drum |
IEC 60228:2004 |
|
Shield transfer impedance |
≤10 mΩ/m at 10 MHz (initial); change <20% at 5 M flex cycles |
IEC 62153-4-7; Rousheng TPC-FL-001, 2024 |
|
Shield coverage |
≥90% optical coverage (spiral-served braid) |
IEC 62153-4-7 |
Mechanical and flex — PUR drag chain cable
|
Parameter |
Standard |
HD Grade |
Standard / Source |
|
Min dynamic bend radius |
7.5× OD |
7.5× OD (10× OD for K-Kevlar) |
IEC 62440 guidance; Rousheng CTR-FL-001, 2024 |
|
Flex life at rated bend radius |
≥5 M cycles |
≥5 M cycles |
Rousheng CTR-FL-001, 2024; motorised drag chain rig |
|
Jacket Shore A |
85 ± 3 |
88 ± 2 |
ISO 868 |
|
Jacket tensile strength |
≥45 MPa |
≥50 MPa |
ISO 37 |
|
Jacket elongation |
≥380% |
≥360% |
ISO 37 |
|
Taber abrasion (CS-17, 1 kg) |
≥300 cycles |
≥400 cycles |
ISO 9352:2021 |
|
Oil resistance (IRM 903, 70 h at 70°C) |
<5% mass change |
<4% mass change |
IEC 60811-406 |
|
Cold flex |
−40°C |
−35°C |
IEC 60811-501 |
|
OD tolerance |
±0.15 mm (inline laser micrometer per drum) |
±0.15 mm |
Rousheng QCP-PUR-001, 2024 |
|
Torsion |
±180°/m free length; no conductor break |
Same |
IEC 60794-1-2 E7 adapted |
|
Hydrolysis (polyether PUR, ISO 175, 5,000 h at 23°C) |
<2% tensile change |
<2% |
ISO 175; Rousheng CTR-CR-001, 2023 |
Verified Field Installations
Client names withheld. Machine type, industry, and cable specification are accurate. Technical data verified by client maintenance engineers. Available under NDA.
|
Installation |
Operational Context |
Cable |
Problem Replaced |
Verified Outcome |
|
5-axis CNC machining centre, automotive powertrain parts, Germany (2021–2024) |
X-axis and Y-axis drag chains, 3.5 m travel each; Igus E6 chain, 75 mm centreline radius; 60 cycles/hour, 3-shift operation; water-soluble coolant 8% emulsion, pH 8.5; ambient +15°C to +50°C |
RST-PUR-4C-1.5 (OD 12.8 mm; chain radius 75 mm − 18 mm = 57 mm; 57/12.8 = 4.5× — note: below 7.5×; chain upgraded to 90 mm centreline radius per geometry calculation) |
Previous PVC cable: jacket cracking at guide roller contact at 14 months. Plasticiser extraction confirmed by IR spectroscopy on recovered jacket. RST-PUR polyether compound: no ester bonds, no plasticiser. |
36-month service period: zero jacket failures. Chain upgraded per geometry calculation increased R_cable from 57 mm (4.5×) to 71 mm (5.5×) — still below 7.5× but accepted by chain manufacturer for this cable stiffness. Annual visual inspection: no jacket cracking or surface attack. Coolant concentration measured quarterly: pH 8.3–8.7 throughout. |
|
Automotive body welding line, 48 robots, stamping and spot weld, Japan (2022–2024) |
Robot arm drag chain, 2.5 m travel; Tsubaki cable bear chain; 150 cycles/hour; mineral oil mist + weld spatter; ambient +20°C to +65°C peak near weld tip |
RST-PUR-4C-1.5-HD (HD grade, Shore A 88, Taber ≥400 cycles, OD 13.2 mm), 48 chains |
Standard PUR cable: weld spatter burning surface of jacket at approximately 800,000 cycles, creating hardened carbon deposits that abraded the jacket as the chain flexed. HD grade: Taber ≥400 cycles provides 33% additional abrasion resistance. |
24-month service (est. 2.6 M cycles per chain): 3 cable replacements across 48 chains (6.3% failure rate vs 38% for standard PUR). Weld spatter carbon deposits visible but superficial at 24-month inspection; jacket wall measured at 2.6 mm remaining from original 3.0 mm (13% reduction). Projected service life HD grade: 36–40 months. |
|
Food processing conveyor, poultry processing, Netherlands (2022–2024) |
Conveyor drive drag chain, 8 m travel; Murrplastik RKL chain; 40 cycles/hour; daily NaOH 2% washdown at 65°C; EHEDG compliance required; ambient +5°C to +35°C |
RST-PUR-FG-4C-1.5 (food-grade compound, FDA 21 CFR 177.2600, white jacket, EHEDG), 14 chains |
Previous standard PUR: surface yellowing and softening within 6 months from NaOH hydrolysis. Failed EHEDG visual inspection (discolouration interpreted as hygiene risk). RST-PUR-FG: chemical resistance to NaOH 2% tested at 70°C, 500 h: <2% tensile change. |
24-month service: zero chemical degradation observed. Passed EHEDG monthly visual inspection every month for 24 months. White jacket enables visual surface contamination detection (facility hygiene requirement). Client verified FDA compliance for food-contact zone deployment. |
|
Semiconductor wafer fab conveyor, Taiwan (2023–2024) |
OHT (overhead hoist transport) conveyor chain; 20 m travel; cleanroom Class 100; 60 cycles/hour; IPA 70% cleaning spray twice weekly; halogen-free mandate for cleanroom air quality |
RST-PUR-HF-4C-1.5 (halogen-free IEC 60754-1, OD 13.0 mm) |
Previous halogen-free cable (competitor): jacket hardening at 18 months from IPA solvent attack on non-validated compound. RST-PUR-HF: IPA immersion test 500 h: <3% tensile change (Rousheng CTR-CR-005, 2024). |
14-month service: no jacket degradation. IPA resistance confirmed at 6-month inspection (jacketsample tested: tensile change 1.8%). Halogen-free certificate IEC 60754-1 submitted to cleanroom safety authority; accepted. Zero unplanned stoppages from cable failures in 14-month period. |
|
Outdoor gantry crane, steel service centre, Poland (2023) |
30 m horizontal travel gantry; Igus E6 chain; 120 mm centreline radius; 20 cycles/hour; outdoor UV, rain, temperature −20°C to +45°C; mineral oil on chain |
RST-PUR-K-4C-2.5 (Kevlar 2 kN, UV-stabilised compound, OD 16.5 mm, 10× OD bend radius) |
Previous cable: conductor elongation under own weight at full 30 m extension causing resistance increase of 3.2% over 18 months. RST-PUR-K Kevlar member carries tensile load; copper conductors carry zero longitudinal stress. |
18-month service: conductor resistance change <0.2% (measured at 6 and 18 months). UV inspection at 12 months: no jacket cracking (1,000 h xenon arc rated compound). Cold flex at −18°C site temperature: cable remained flexible (rated to −40°C). Chain operational availability: 99.6%. |
FAQ — Installing PUR Drag Chain Cable
Q1: How do I calculate whether my drag chain is large enough for my cable?
Three checks: (1) Bend radius: chain centreline radius minus half the chain inner height must be ≥7.5× cable OD. (2) Fill ratio: sum of cable cross-sectional areas divided by chain inner area must be ≤60–70%. (3) Chain inner height: must be ≥2.5× cable OD to prevent lateral movement. If any check fails, either select a cable with smaller OD (same electrical rating in compact geometry) or select a larger chain. Rousheng provides a chain geometry compatibility check with every technical enquiry: submit your chain type, inner dimensions, and required cable configuration.
Q2: What is the correct way to lay PUR drag chain cable in the chain?
The cable must lie flat and parallel to the chain’s direction of travel. Never coil or fold cable inside the chain. The fixed end (stationary bracket) should clamp the cable with enough grip to prevent cable creep along the chain length during travel, but not so tight that the clamp itself creates a stress concentration. Allow 10–15% of the total travel length as free cable loop between the fixed bracket and the chain entry point — this loop accommodates the cable’s natural catenary without pressing against the chain floor. Cables at the outer positions in multi-cable chains (furthest from chain centreline) experience slightly higher bend stress and should be the smallest-OD cables in the assembly.
Q3: Does a shielded drag chain cable need to be bonded at both ends?
For most automation drag chain cable applications with servo drives and VFDs running in the same carrier: bond both ends of the shield to provide capacitive noise rejection at PWM switching frequencies (>4 kHz). For analogue signal cables (0–10 V, 4–20 mA) where 50/60 Hz ground loop noise is the primary concern: bond at one end only (single-end bond eliminates the ground loop current path while still providing electrostatic shielding). If in doubt about which dominates in your installation, bond both ends and add a ferrite ring at the end closest to the noise source — the ferrite attenuates low-frequency ground loop currents without eliminating the high-frequency capacitive return path.
Q4: Can I use a polyurethane shielded drag chain cable vertically?
Standard RST-PUR models (without Kevlar tensile member) should not be used in vertical drag chain installations where the hanging cable weight under its own mass exceeds 10% of the conductor cross-section’s tensile load capacity. For a 15 m vertical run with RST-PUR-4C-2.5 (mass approximately 280 g/m): hanging weight at 15 m = 15 × 0.280 × 9.81 = 41 N. Four conductors of 2.5 mm² copper: tensile capacity approximately 400 N total (conservative estimate). Safety factor = 400/41 = 9.8×. Acceptable. For runs above 30 m or cables with greater mass per metre, specify RST-PUR-K with Kevlar tensile member: the Kevlar carries the full hanging load and the copper conductors carry zero longitudinal stress.
Q5: How often should PUR drag chain cable be inspected?
Quarterly visual inspection is recommended for high-duty-cycle installations (above 60 cycles/hour): check for surface abrasion at guide clip contact points, jacket cracking at the flex reversal zone, and oil discolouration or surface softening indicating chemical attack. Annual electrical test recommended: conductor resistance (should not increase >2% from initial), HiPot retest (at 80% of original test voltage), and shield continuity (resistance should be <1 Ω/m). Replace cable when jacket wall loss exceeds 30% of original thickness at any visible measurement point, or when conductor resistance has increased by more than 5% from the as-installed measurement.
Manufacturer Credentials — Shanghai Rousheng
|
Production & test capabilities Dedicated PUR drag chain extrusion: polyether compound batch certification before release to production Spiral-serve braid line: coverage ≥90%; transfer impedance IEC 62153-4-7 per batch Motorised drag chain flex rig: 5 M cycle validation at 7.5× OD; CTR-FL-001 100% HiPot per drum: 2,000 V AC / 5 min; conductor resistance cert per drum OD laser micrometer per drum: ±0.15 mm tolerance; certificate included Chemical resistance testing per ISO 175, ASTM D543, IEC 60811-406 per compound batch Chain geometry compatibility check service: submit chain specs for OD / fill / bend radius pre-approval |
Certifications ISO 9001:2015 quality management system CE marking — LVD Directive 2014/35/EU RoHS 2 / REACH SVHC compliance per shipment Halogen-free variant: IEC 60754-1 (HF suffix) Food-grade variant: FDA 21 CFR 177.2600; EHEDG design guidance (FG suffix) IEC 62440 drag chain cable installation guideline compliance CNAS-accredited third-party lab reports on request |
Request a Polyurethane Shielded Drag Chain Cable Quote
|
Contact Email: Jerry@rstlkable.com Phone: +86-021-50759965 Mobile: +86-13482197396 Address: No. 2591 Fengzhe Road, Fengxian District, Shanghai, China Quote within 24 hours. Includes: chain geometry compatibility check, grade recommendation, HiPot cert, conductor resistance cert, OD cert, and compound batch report. |
Include in your enquiry 1. Chain manufacturer, type, and inner dimensions (mm×mm) and centreline radius (mm) 2. Number of cables in chain and required cross-sections 3. Travel length (m) and cycles per hour 4. Chemical environment: coolant type, oil type, washdown chemicals 5. Temperature range (min and max in °C) 6. Special requirements: food-grade, halogen-free, Kevlar vertical, UV outdoor We return: chain geometry check (bend radius + fill ratio), grade recommendation, expected service life estimate, and model selection. |