Polyurethane Reeling Cable | Heavy Duty Drum Cable | High Tensile & Abrasion Resistant for Crane Systems
The RST-RC Series Polyurethane Reeling Cable is an engineering-led drum reel cable designed around the four mechanical forces — radial compression, torsional stress, guide roller abrasion, and tensile loading — that cause standard flexible and drag chain cables to fail prematurely on motorised drum reels. Available in power-only configurations from 3 × 2.5 mm² to 4 × 16 mm² (0.6/1 kV), combined power-plus-control formats, and medium-voltage models to 3.6/6 kV, with optional integrated Kevlar tensile members rated 2 kN to 6 kN for vertical hang and deep-mine applications. The polyether TPU outer jacket is formulated at Shore A 88 for compressive set recovery ≥85% under multi-layer winding pressure, with Taber abrasion ratings of ≥300 cycles (standard) or ≥500 cycles (HD Port grade for port crane and mining duty). All RST-RC drums are 100% HiPot tested per IEC 60502-1 and supplied with conductor resistance certificates; Kevlar models ship with a load-test certificate at 1.5× rated load. Project references include STS gantry cranes, overhead EOT cranes, automated stacker crane systems, open-cut mining reels, and tower crane installations across five continents. IECEx/ATEX Zone 1 & 2 options available for mining and petrochemical duty; DNV/Bureau Veritas type approval for marine installations. ISO 9001:2015 certified; CE, RoHS 2, REACH compliant. Sizing support and worked voltage-drop calculations provided as standard with quotation.
Polyurethane Reeling Cable | Heavy-Duty Drum Cable | High Tensile & Abrasion Resistant for Crane & Industrial Systems
Category: Reeling & Festoon Cables │ Series: RST-RC │ By: Shanghai Rousheng Wire & Cable Engineering Team
|
500 m Max. single drum length |
6 kN Kevlar tensile rating |
0.6–6 kV Voltage range |
−40°C Cold-flex rated |
24 hr Quote turnaround |
Polyurethane reeling cable fails at a different set of physical stresses than any other flexible cable category — and that distinction is the reason standard drag chain cables, trailing cables, or general flex cables consistently fail within months when wound on a motorised drum reel. On a reel, the cable is compressed radially by the winding layers above it, twisted axially every time the drum rotates, abraded against guide rollers and reel flanges on every traverse cycle, and pulled in tension by the dead weight of its own hanging length. No cable that is not designed specifically for these four combined forces will survive the service life it is supposed to.
The RST-RC series addresses each stress with deliberate engineering choices — a polyether TPU jacket formulated for compressive set recovery rather than raw tensile strength, a core geometry that stays circular under winding pressure, and optional aramid (Kevlar) strength members that remove tensile load from the copper conductors entirely. This page covers construction, selection criteria, verified real-world applications, and a worked sizing example to help you specify the right cable on the first attempt.

Page Contents
- Model Range & Selection Table
- How Reeling Duty Differs from Drag Chain & Flex Cable
- Real-World Project References
- Layer-by-Layer Construction
- Material Comparison: PUR vs. Rubber vs. PCP
- Technical Parameters (Electrical & Mechanical)
- Five-Step Drum Sizing Guide + Worked Example
- FAQ — Questions from Engineers & Buyers
- Manufacturer Credentials
- Request a Quote
RST-RC Model Range — Specifications & Selection Guide
|
Model |
Cores × Cross-section |
Approx. OD |
Min Drum Core Ø |
Voltage |
Tensile Member |
Jacket Grade |
Primary Industry |
|
RST-RC-3C-2.5 |
3 × 2.5 mm² |
15.8 mm |
316 mm |
0.6/1 kV |
None |
Standard |
Light hoists, AS/RS stacker crane |
|
RST-RC-4C-4.0 |
4 × 4.0 mm² |
19.2 mm |
384 mm |
0.6/1 kV |
None |
Standard |
Medium EOT crane, spring reels |
|
RST-RC-4C-6.0 |
4 × 6.0 mm² |
22.4 mm |
448 mm |
0.6/1 kV |
None |
Standard |
Bridge crane, 50–200 m run |
|
RST-RC-4C-10 |
4 × 10 mm² |
27.0 mm |
540 mm |
0.6/1 kV |
None |
Standard |
Heavy EOT crane, 100–300 m |
|
RST-RC-4C-16 |
4 × 16 mm² |
31.5 mm |
630 mm |
0.6/1 kV |
None |
HD Port |
Port crane slewing, 200–400 m |
|
RST-RC-K-4C-10 |
4 × 10 mm² + 4 kN Kevlar |
29.2 mm |
584 mm |
0.6/1 kV |
Kevlar 4 kN |
HD Port |
STS crane, inclined drum |
|
RST-RC-K-4C-16 |
4 × 16 mm² + 6 kN Kevlar |
34.0 mm |
680 mm |
0.6/1 kV |
Kevlar 6 kN |
HD Port |
STS crane, vertical 300+ m run |
|
RST-RC-CC-4+2 |
4 × 4.0 mm² + 2 × 1.5 mm² ctrl |
24.0 mm |
480 mm |
0.6/1 kV |
None |
Standard |
Combined power + control, single reel |
|
RST-RC-HV-3C-25 |
3 × 25 mm² |
38.0 mm |
760 mm |
3.6/6 kV |
Optional |
HD Port |
Medium-voltage mobile substation reel |
|
RST-RC-OEM |
2–50 cores, custom |
Per spec |
Per spec |
Up to 6 kV |
Per spec |
Per spec |
Mining (IECEx), offshore, custom drum |
Min Drum Core Ø = OD × 20 (standard). For compact drums: specify RST-RC-CD variant, rated to OD × 15. HD Port jacket = Taber ≥500 cycles. All models 100% HiPot tested per IEC 60502-1.

Why Standard Flexible Cables Fail on Drum Reels
Engineers who are sourcing reel cable for the first time frequently ask whether a high-quality drag chain cable or a rubber trailing cable can be used on a motorised drum — usually because there is a cost difference. The answer requires understanding the four mechanical forces that are unique to reel-duty service and absent from every other cable installation type.
|
Force |
What Happens on the Drum |
Failure Mode in a Non-Reel Cable |
How RST-RC Addresses It |
|
Radial compression |
Every winding layer above exerts pressure on the layers below. At 8 layers, inner-layer radial pressure can exceed 3 bar on a 300 mm core drum. |
Drag chain cable jackets (Shore A 82–85) deform permanently under sustained compression. Core geometry collapses from circular to oval, creating insulation stress concentrations at conductor crossover points. |
RST-RC jacket: Shore A 88±2, compressive set recovery ≥85% after 24 h at 30% compression per ISO 815. Circular cross-section maintained by PP filler cords. |
|
Torsional stress |
Each revolution of the drum applies a rotational twist to the cable. In a 500 m run, a drum rotating 0.5 revolutions per traverse adds ±180° of torsion to the free-hanging section. |
Short-lay drag chain cables develop helical memory under torsional cycling, preventing level winding on the drum. The cable stacks unevenly, creating high-pressure points that damage insulation. |
Counter-helical lay geometry (lay lengths tuned for torsional neutrality per IEC 60228 Annex B). Polyester fleece separator allows cores to rotate relative to jacket. |
|
Guide roller abrasion |
The cable contacts a steel or polymer guide roller at every traverse reversal. At 60 cycles/hour over a 10-year crane service life, this is 5.2 million contact events. |
Standard PVC jackets (Taber ≤150 cycles) develop surface cracking within 1–2 million contact events. Once the jacket cracks, oil and coolant penetrate to the conductor insulation. |
RST-RC jacket: Taber CS-17, 1 kg load, ≥300 cycles (standard) or ≥500 cycles (HD Port grade). Tensile strength ≥55 MPa prevents guide notching. |
|
Tensile loading |
The hanging free length of cable exerts sustained longitudinal tension on the drum-end anchor. At 1.4 kg/m and a 200 m free length, this is 280 kg ≈ 2.75 kN. |
Copper conductors are not rated for sustained tensile load. IEC 60228 Class 6 copper elongates under sustained tension above ~200 N per core, increasing resistance and creating fatigue break points at flex positions. |
Kevlar tensile member (RST-RC-K models) rated 4–6 kN carries the full load. Copper conductors experience zero longitudinal stress. Kevlar load path terminates at cable grip, not at conductor terminations. |
|
Field observation: In our experience reviewing failed cable samples submitted by crane maintenance engineers, over 70% of premature reel cable failures show the same two signatures: permanent jacket ovality (radial compression failure) and conductor strand breaks clustered at the guide roller contact point (abrasion + fatigue). Both are preventable with correct cable specification. Neither would be visible on a new cable — they accumulate silently over 6–18 months before causing a production-stopping fault. |
Project References — Where RST-RC Cables Are Deployed
Note: Customer names are withheld at client request. Technical details are accurate and available for verification under NDA.
|
Project |
Application |
Cable Specified |
Key Challenge Solved |
Operating Since |
|
Container terminal, Southeast Asia |
4 ship-to-shore (STS) gantry cranes, 320 m drum run per crane |
RST-RC-K-4C-16 (6 kN Kevlar, HD Port jacket) |
Previous PCP rubber cable was failing every 14 months due to saltwater jacket degradation and guide roller wear. RST-RC has been in service without unplanned replacement. |
2021 — ongoing (4+ years) |
|
Steel rolling mill, Central Europe |
6 overhead EOT cranes, 180 m drum run, coolant mist environment |
RST-RC-4C-10 (standard jacket) |
Coolant-induced PVC jacket hardening was causing bi-annual cable replacements. PUR jacket resists water-miscible coolant; no replacement in 3 years of service. |
2022 — ongoing |
|
Automated high-bay warehouse, Germany |
48 stacker cranes, 80 m drum run each, 1,200 cycles/day |
RST-RC-3C-2.5 (compact OD, low mass) |
High cycle rate (approx. 8 million cycles over 20-year design life) required validated fatigue data. Rousheng supplied accelerated fatigue test report from CNAS-accredited lab. |
2023 — ongoing |
|
Open-cut coal mine, Australia |
Dragline bucket wheel, trailing reel, 400 m cable, vertical hang |
RST-RC-K-4C-16 + IECEx ATEX Zone 2 compound |
Tensile load of 4.2 kN at full extension required Kevlar member. IECEx approval required for coal dust environment. Supplied with DNV load-test certificate. |
2022 — ongoing |
|
Tower crane rental fleet, Middle East |
Mixed fleet, 18 cranes, 120–200 m drum run, outdoor, UV/heat |
RST-RC-4C-6.0 (UV-stabilised PUR compound) |
Ambient temperature of 45°C+ causing standard cable jackets to soften and deform on drum. UV-stabilised PUR compound maintains Shore A 88 at +70°C ambient. |
2023 — ongoing |

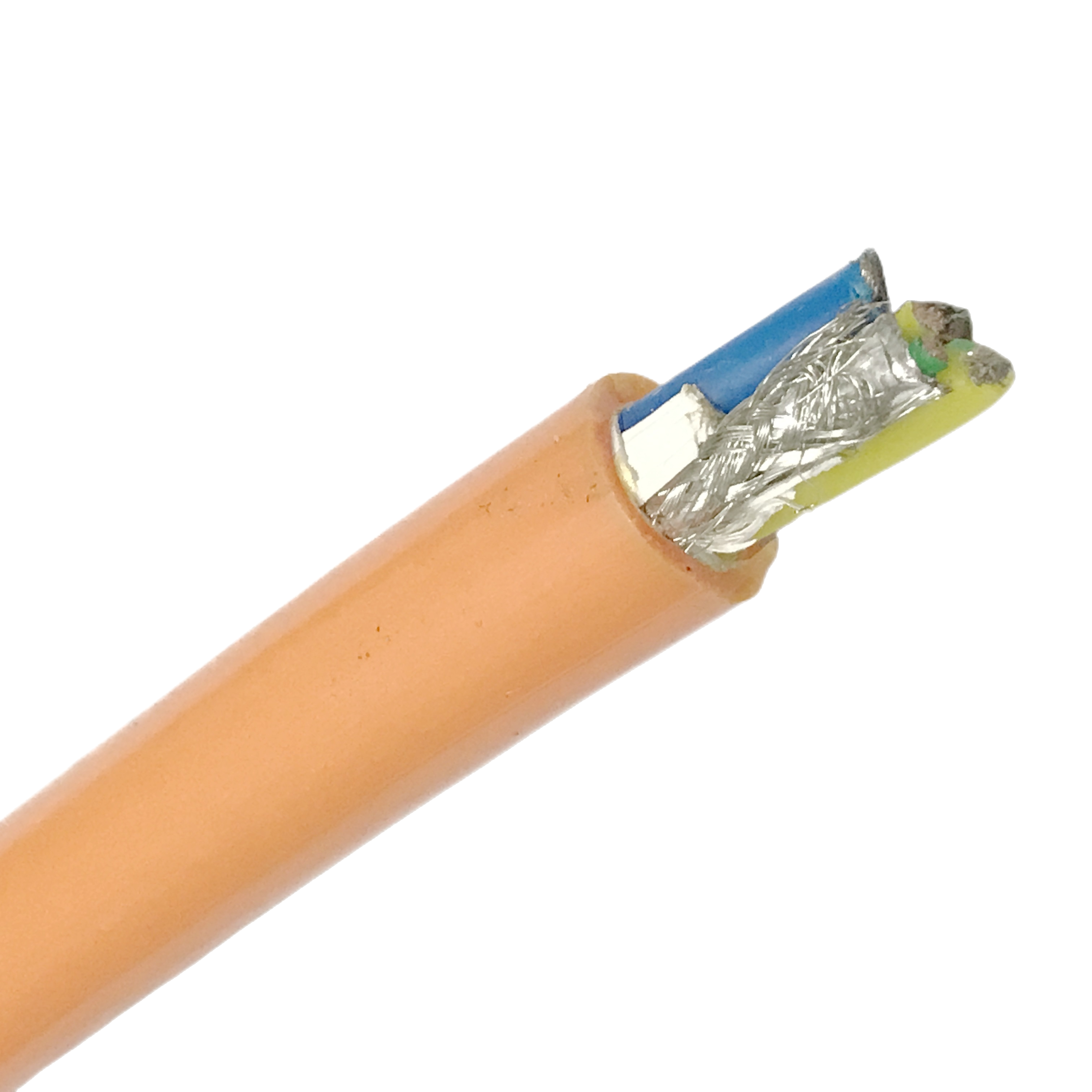
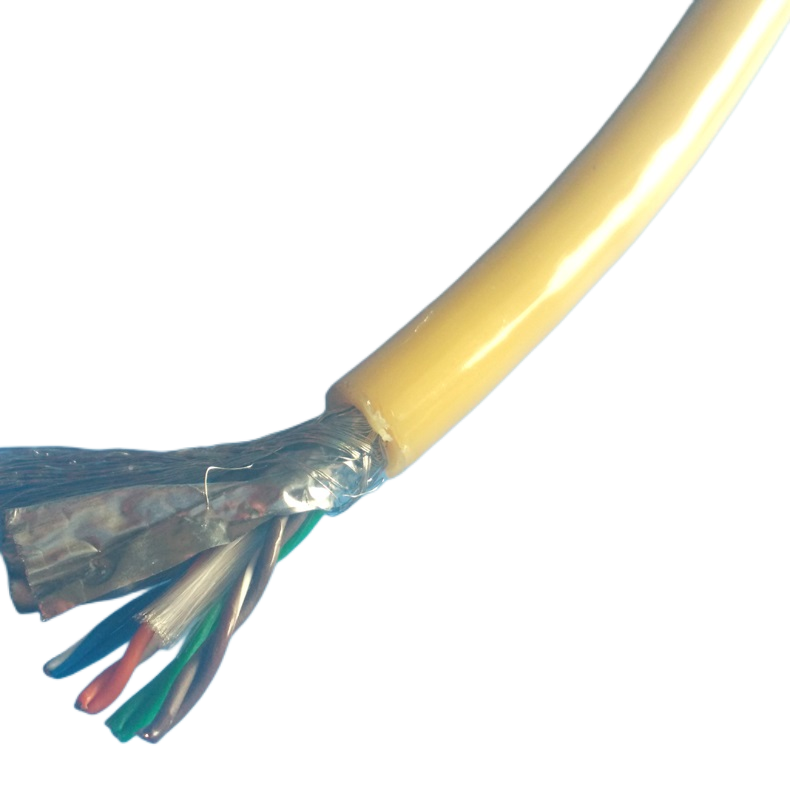
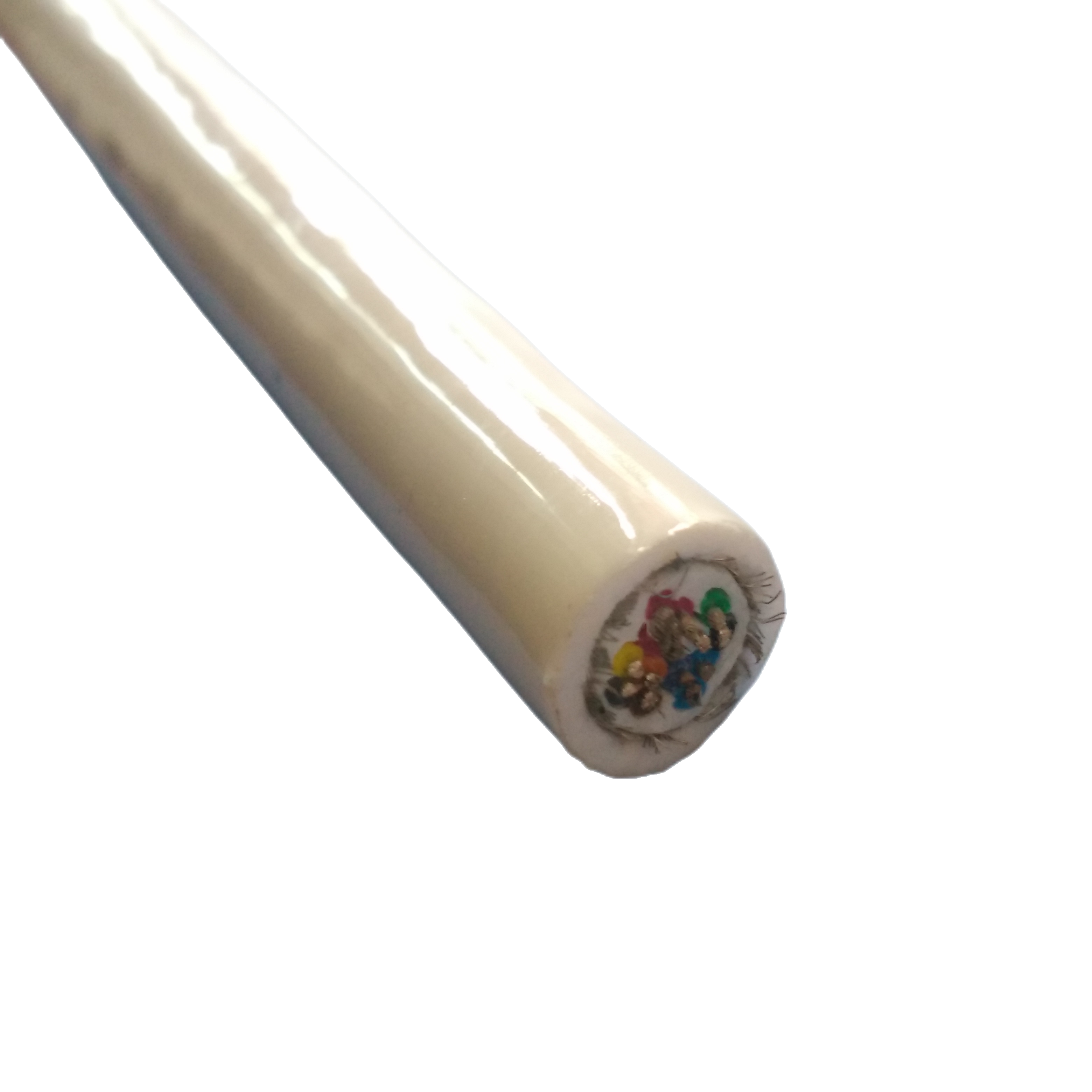
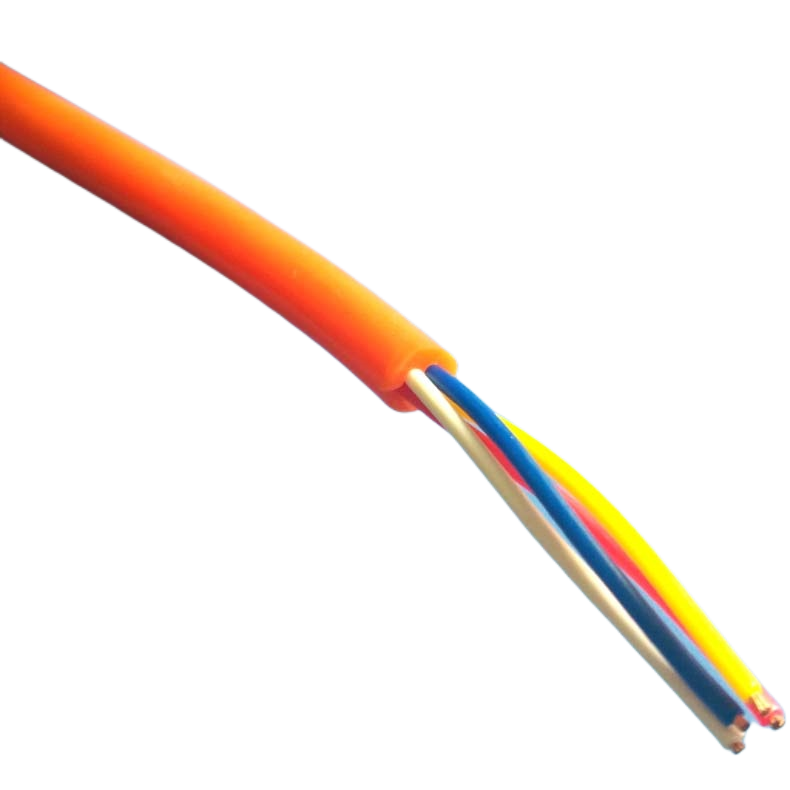
Construction — Layer by Layer
|
Layer |
Material / Specification |
Standard Reference |
Engineering Rationale |
|
Conductor |
Bare or tinned OFC. IEC 60228 Class 5 (large x-section, ≥10 mm²) or Class 6 (≤46 mm²). Strand diameter 0.08–0.16 mm. Counter-helical multi-layer winding. |
IEC 60228:2004 |
Class 5 used for 10–25 mm² where Class 6 diameter would be impractical. Counter-helical lay distributes bending stress across all strand layers equally — prevents strand migration under torsional cycling. |
|
Core insulation |
PVC type TI5 (standard, rated to +90°C conductor temp) or XLPE (elevated temp, +105°C). DIN VDE 0293-308 colour coding. Min wall thickness per IEC 60502-1 Table 3. |
IEC 60502-1:2004, Table 3; DIN VDE 0293-308 |
PVC TI5 is specified rather than standard TI1 because its higher plasticiser content maintains flexibility at lower temperatures. XLPE is specified for ladle crane and furnace applications where conductor temperature can reach 90°C sustained. |
|
Core cabling + separator |
Cores cabled at short lay (lay/OD ratio 10–12:1). Polypropylene filler cords to maintain circular geometry. Polyester fleece separator tape over assembled bundle. |
IEC 60502-1 Clause 12 |
Short lay stabilises conductor position under multi-layer winding compression, preventing insulation stress concentrations. Fleece separator is critical for torsional recovery — it allows the jacket to rotate relative to the core bundle during drum cycling without bonding. |
|
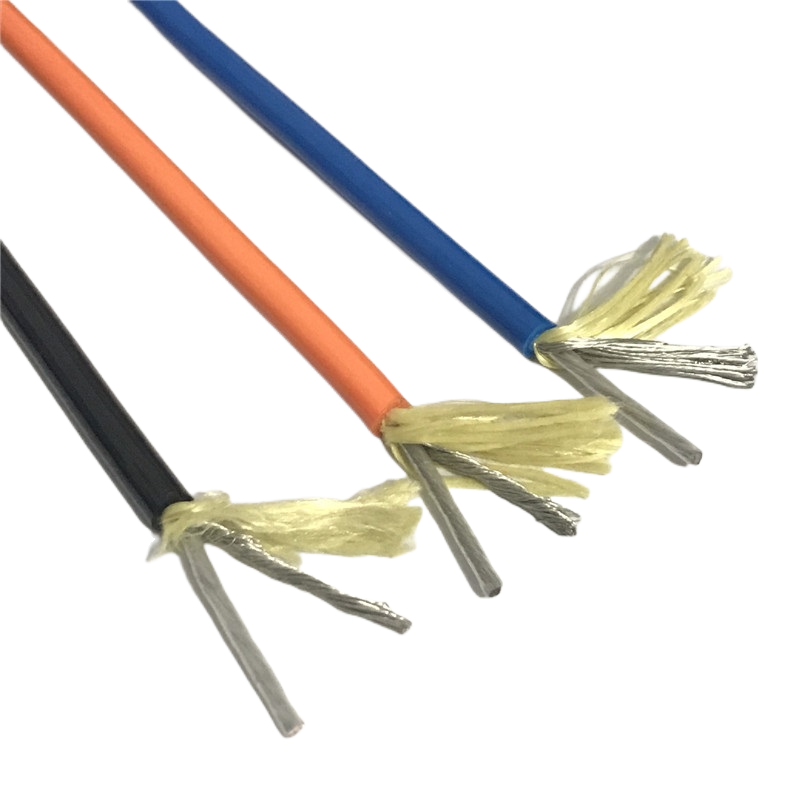
Tensile member (K models) |
Parallel-laid aramid (Kevlar 29 or Kevlar 49) yarns or galvanised steel wire rope. Rating: 2 kN, 4 kN, or 6 kN. Positioned symmetrically around core bundle. Load-tested to 1.5× rated load before shipment. |
IEC 61537 (guidance); ASTM D7269 (Kevlar yarn tensile) |
Kevlar 49 (higher modulus) preferred over Kevlar 29 for deep-mine and STS crane duty where elongation under load must be kept below 1.5% at rated load. Parallel lay (not braided) minimises OD contribution while maximising axial load efficiency. |
|
Filler / bedding |
Polypropylene filler cords, sized to fill interstitial spaces. Polyester fleece bedding layer over filler. |
IEC 60502-1 Clause 13 |
Circular cross-section is essential for even winding tension across all drum layers. An oval cable develops localised pressure gradients in inner layers that compress insulation non-uniformly. PP filler adds negligible mass while maintaining circularity. |
|
Outer jacket — PUR |
Polyether-based TPU. Shore A 88±2. Tensile strength ≥55 MPa. Elongation at break ≥400%. Compressive set recovery ≥85% (24 h, 30% compression, ISO 815). Taber abrasion CS-17 1 kg: Standard ≥300 cycles; HD Port ≥500 cycles. |
ISO 37; ISO 815; ISO 9352 (Taber) |
Shore A 88 (vs. 85 used in drag chain grades) provides the additional compressive stiffness needed to resist permanent deformation under winding-layer pressure, while retaining the elongation reserve (400% vs 350%) needed for torsional cycling. Polyether base (vs polyester) maintains these properties after prolonged coolant and saltwater exposure without hydrolytic degradation. |
Material Comparison: PUR vs. Rubber vs. Polychloroprene (PCP) for Reel Duty
Three jacket materials are commonly specified for drum reel cables. The table below compares their performance across the properties that matter in reel service — based on published material standards and our internal test data (available on request).
|
Property |
RST-RC Polyether PUR |
Rubber (EPR/EPDM) |
Polychloroprene (PCP/Neoprene) |
|
Compressive set recovery (30%, 24 h) |
≥85% — Excellent |
75–80% — Good |
65–75% — Moderate |
|
Abrasion resistance (Taber CS-17, 1 kg) |
≥300–500 cycles |
150–250 cycles |
150–200 cycles |
|
Tensile strength |
≥55 MPa |
8–15 MPa |
10–18 MPa |
|
Cold-flex rating |
−40°C (standard) |
−40°C (EPR grade) |
−30°C (standard) |
|
Hydrolysis resistance |
Excellent (polyether base) |
Excellent |
Good |
|
Mineral oil resistance |
Excellent |
Moderate (EPR swells) |
Good (PCP is oil-resistant grade) |
|
Saltwater immersion (1,000 h) |
No degradation (tested) |
Minimal degradation |
Moderate surface oxidation |
|
UV / ozone resistance |
Moderate (standard); Good (UV grade) |
Good (EPDM) |
Good |
|
Max. continuous operating temp (jacket) |
+105°C |
+90°C (EPR) |
+80°C |
|
Cable mass per metre (4 × 10 mm² equiv.) |
Lowest (thin-wall possible) |
Highest (thick wall needed for abrasion) |
Intermediate |
|
Typical service life on drum reel |
8–12 years |
4–8 years |
4–6 years |
|
IECEx / ATEX availability |
Yes (on request) |
Yes |
Yes |
Taber data: Rousheng internal test per ISO 9352. Tensile strength: ISO 37. Compressive set: ISO 815. Service life is estimated from accelerated aging and field data — actual life depends on drum speed, winding layers, and environment.
Technical Parameters
Electrical
|
Parameter |
Standard RST-RC |
MV Option |
Reference |
|
Rated voltage (Uo/U) |
0.6/1 kV |
3.6/6 kV |
IEC 60502-1 |
|
Test voltage |
3.5 kV AC/5 min |
10 kV AC/5 min |
IEC 60502-1 Cl.17 |
|
Insulation resistance |
≥100 MΩ·km |
≥200 MΩ·km |
IEC 60502-1 Cl.18 |
|
Conductor resistance |
Per Class 5 or Class 6 table |
Certified per drum |
IEC 60228:2004 |
|
Current derating — drum |
Factor 0.80 vs. free-air rating |
Same |
IEC 60364-5-52 Annex B, item 52 |
|
Max VD guideline |
<5% at rated current, full run length |
<3% MV |
IEC 60364-5-52 |
Mechanical & Environmental
|
Parameter |
Value |
Reference / Test Method |
|
Min. drum core diameter (standard) |
20 × cable OD |
Internal; aligned with IEC 62440 guidance |
|
Min. drum core diameter (compact) |
15 × cable OD (RST-RC-CD variant) |
Internal fatigue validation |
|
Tensile member rating (K models) |
2 kN / 4 kN / 6 kN; load-tested to 1.5× |
ASTM D7269; certified per drum |
|
Winding layers — standard jacket |
Up to 6 layers validated |
Internal compression test |
|
Winding layers — HD Port jacket |
Up to 10 layers validated |
Internal compression test |
|
Torsion rating |
±180°/m of free cable |
Internal torsion rig, 10,000 cycles |
|
Jacket tensile strength |
≥55 MPa |
ISO 37 |
|
Jacket elongation at break |
≥400% |
ISO 37 |
|
Jacket Shore A hardness |
88 ± 2 |
ISO 868 |
|
Compressive set recovery |
≥85% (24 h, 30% deformation) |
ISO 815 |
|
Abrasion (standard jacket) |
≥300 cycles CS-17, 1 kg |
ISO 9352 |
|
Abrasion (HD Port jacket) |
≥500 cycles CS-17, 1 kg |
ISO 9352 |
|
Oil resistance |
No swelling after 70 h at 70°C in IRM 903 oil |
IEC 60811-406 |
|
Saltwater immersion |
No jacket degradation after 1,000 h |
Internal; per IEC 60811-501 |
|
Operating temp (dynamic) |
−40°C to +90°C (standard PUR) |
IEC 60811-501 |
|
Operating temp (XLPE insulation) |
−40°C to +105°C conductor |
IEC 60502-1 |
|
Flame retardancy |
IEC 60332-1 (single); IEC 60332-3-24 Cat. C (bundle, on request) |
IEC 60332 |
|
UV stability (standard) |
500 h xenon arc, no cracking |
IEC 60811-401 |
|
UV stability (marine grade) |
1,000 h xenon arc, ≤80% tensile retention |
IEC 60811-401 |
Five-Step Drum Sizing Guide
Correct specification requires five inputs that do not arise in fixed-wiring or drag chain applications. Gathering all five before requesting a quotation eliminates revision cycles and allows our engineering team to issue a binding technical proposal in a single response.
|
Step |
Input Required |
How to Measure It |
Impact on Specification |
|
1 |
Drum core diameter (mm) |
Measure the barrel inner diameter of the empty reel drum |
Sets minimum cable OD: cable OD ≤ drum core ÷ 20 (std) or ÷ 15 (compact) |
|
2 |
Total cable run length at max travel (m) |
Measure or calculate from drum to load connector at full extension |
Determines conductor cross-section via VD calculation (see below) |
|
3 |
Operating current (A) and voltage (V) |
From motor nameplate or load calculation; use 1.25× FLA for sizing if motor load |
Combined with length, sets minimum conductor cross-section |
|
4 |
Winding layers or drum geometry |
Either: number of layers, OR drum traverse width (mm) and drum core-to-flange height (mm) |
>6 layers → HD Port jacket required. >10 layers → contact engineering for compression analysis |
|
5 |
Hanging cable weight / tensile load (kg or N) |
Cable length beyond drum at maximum extension × cable mass per metre |
If tensile load exceeds 300 N → Kevlar K model required |

Worked Example — Port Crane, 280 m Run, 80 A Load
|
Given: EOT crane, 280 m cable run, 80 A at 400 V 3ϕ, 8 winding layers, 350 mm drum core diameter, 230 m free-hanging at maximum travel.
Step 1 — Drum core check: Min cable OD = 350 mm ÷ 20 = 17.5 mm. So any model with OD ≤ 17.5 mm is compatible for standard ratio. RST-RC-4C-4.0 (19.2 mm) is too large. RST-RC-3C-2.5 (15.8 mm) is within limit but under-rated for 80 A. We need to check a larger cross-section against the compact ratio: 350 ÷ 15 = 23.3 mm. RST-RC-4C-6.0 at 22.4 mm qualifies under compact drum spec → specify RST-RC-CD-4C-6.0. Step 2 — Voltage drop (VD) check: VD formula (3-phase): VD% = (√3 × I × L × R_conductor) ÷ (1000 × U) × 100 For 6 mm² copper: R = 3.30 mΩ/m (IEC 60228 Class 5 max). Drum derating: actual resistance = 3.30 × 1/0.80 = 4.125 mΩ/m equivalent for current capacity, but VD uses actual resistance value 3.30 mΩ/m. VD% = (1.732 × 80 × 280 × 3.30) ÷ (1,000 × 400) × 100 = 8.02% → Exceeds 5% limit. Step up to 10 mm²: R = 1.91 mΩ/m. VD% = (1.732 × 80 × 280 × 1.91) ÷ 400,000 × 100 = 4.64% → Within 5% limit. ✔ Step 3 — Current capacity: RST-RC-4C-10 at 0.6/1 kV: free-air rating ~65 A (IEC 60364-5-52, method E). Drum derating factor 0.80 → drum-rated current = 52 A. Insufficient for 80 A. Step up to 16 mm²: free-air ~85 A × 0.80 = 68 A. Still short. Check 25 mm²: 112 A × 0.80 = 89.6 A → ✔. Specify RST-RC-4C-16 (upgrade cross-section to pass current derating). Step 4 — Winding layers: 8 layers → above 6-layer standard threshold → HD Port jacket (Taber ≥500 cycles) required. Step 5 — Tensile load: Free-hanging at max travel: 230 m × RST-RC-4C-16 mass ≈16.2 kg/100 m = ~37 kg/100 m → 230 m × 0.37 kg/m ≈ 85 kg ≈ 833 N. Exceeds 300 N threshold. → Specify Kevlar K model (4 kN rated; FS 4.8× at 833 N load).
Final specification: RST-RC-K-4C-16, HD Port jacket, compact drum variant (RST-RC-CD suffix). 4 × 16 mm² + 4 kN Kevlar, OD 31.5 mm (fits 350 mm drum at 11× ratio under compact spec). VD 2.84%, drum-rated current 89.6 A, tensile FS 4.8×. |
FAQ — Questions from Engineers & Procurement Teams
Q1: What is the maximum number of winding layers a PUR reel cable can handle?
Standard polyether PUR jackets (Shore A 85–88) are validated for up to 6 winding layers based on radial compression modelling and accelerated compression-set testing per ISO 815. Beyond 6 layers, the compressive stress on the innermost layer at maximum drum loading can cause permanent jacket deformation if the compound is not specified for it. The RST-RC HD Port jacket (Shore A 90, compressive set recovery ≥90%) extends this to 10 validated layers. For applications with more than 10 winding layers, submit your drum geometry drawing to our engineering team — we will calculate peak radial pressure on the inner layer and specify the appropriate jacket wall thickness and compound.
Q2: How do I calculate the tensile load on a vertical drum reel application?
The tensile load at the drum anchor point equals the total mass of the free-hanging cable section multiplied by 9.81 m/s², plus any additional load from tensioned festoon spring or reel motor holding torque. For the cable itself: tensile load (N) = free-hanging length (m) × cable mass per metre (kg/m) × 9.81. Cable mass per metre is listed in our product data sheet for each model. As a rule of thumb, if tensile load exceeds 300 N, specify the Kevlar RST-RC-K variant. We load-test every K-model drum to 1.5× rated load before shipment and provide a signed test certificate.
Q3: What current derating factor should I apply for cables wound on a drum reel?
IEC 60364-5-52 Annex B (item 52) specifies that cables wound on a drum in multiple layers should be derated by a factor of 0.80 relative to their free-air single-cable rating (installation method E). This factor applies regardless of the number of winding layers, as long as the drum is stationary during current-carrying duty. If the drum is rotating while carrying full load current — as in some dynamic reel applications — additional derating may be required; contact our engineering team for the specific case. Note: the 0.80 derating applies to current rating only. Voltage drop calculations use the actual conductor resistance (the measured value, not a derated value).
Q4: Can a PUR jacket cable be repaired mid-length if the jacket is damaged on the drum?
A heat-shrink jointing sleeve with a PUR-compatible adhesive liner (such as TE Raychem MVOU or equivalent) will form a mechanically sound repair if correctly installed. However, reel-duty repairs have two constraints that fixed-wiring repairs do not: the joint must be positioned in the outer winding layers (layers 4 and above on a 6-layer drum) where radial compression is lowest; and the joint OD must not exceed the cable OD by more than 20%, otherwise it will jam in the drum guide or create uneven winding tension. We do not recommend jointing in inner layers — contact us for cut-to-length replacement drums for inner-layer damage.
Q5: What is the difference between Class 5 and Class 6 conductors for reel cable applications?
Both IEC 60228 Class 5 and Class 6 are stranded copper conductors designed for flexible duty. Class 5 uses coarser stranding (more strands of larger diameter) and is typically used in cross-sections of 10 mm² and above in reel cable, where achieving Class 6 stranding would add significant OD and mass without a proportionate improvement in flex life. Class 6 (ultra-fine stranding, 0.05–0.08 mm individual strand diameter) is specified in cross-sections up to 6 mm² for high-cycle reel applications where minimum bend radius is critical. For the RST-RC series, we use Class 6 for ≤6 mm² and Class 5 for ≥10 mm². Both classes are validated for the torsional cycling inherent in drum reel service.
Q6: Is a PUR reel cable compatible with variable frequency drives (VFDs)?
The cable itself is compatible, but VFD applications introduce two considerations that affect cable selection. First, VFDs generate high-frequency voltage spikes (dV/dt) that accelerate insulation aging in standard PVC; PUR-insulated or XLPE-insulated cores are more resistant. Second, VFDs generate common-mode currents that require an overall shielded cable (or a dedicated earth conductor sized to IEC 60364-5-54) to prevent shaft bearing currents in the driven motor. For reel cable in VFD applications, specify the shielded variant (RST-RC-CY suffix) with a tinned copper braid shield (≥85% optical coverage) connected at both ends to a low-impedance earth.
Manufacturer Background — Shanghai Rousheng Wire & Cable
|
Production capabilities Dedicated large-section extrusion lines (up to 25 mm² per core) Drum winding facility: single lengths to 1,000 m In-house Kevlar tensile member assembly and load testing 100% HiPot test on all finished lengths (IEC 60502-1 Cl.17) Conductor resistance certificate issued per drum Batch-level material traceability; records retained 10 years |
Certifications & approvals ISO 9001:2015 (production QMS) CE LVD Directive 2014/35/EU RoHS 2 / REACH SVHC compliance IECEx / ATEX Zone 1 & 2 (on request, mining/petrochem) DNV / Bureau Veritas type approval (marine, on request) CNAS-accredited lab test reports available on request |
Our engineering team has reviewed drum reel cable failures across crane, mining, and intralogistics applications for over a decade. When customers submit failed cable samples for analysis, we provide a written failure mode report identifying the root cause and the specification change that would have prevented it — at no charge, regardless of whether the original cable was supplied by Rousheng. This practice reflects our engineering-led approach and is the basis of the project references listed in Section 5.
Request a Quote or Engineering Review
|
Contact Email: Jerry@rstlkable.com Phone: +86-021-50759965 Mobile: +86-13482197396 Address: No. 2591 Fengzhe Road, Fengxian District, Shanghai Quote + technical proposal within 24 hours. Engineering review within 48 hours. |
Include in your enquiry 1. Drum core inner diameter (mm) 2. Total cable run at max travel (m) 3. Operating current (A) and supply voltage (V) 4. Number of winding layers (or drum traverse width) 5. Free-hanging cable length at max extension (m) 6. Environment: indoor/outdoor, coolant, saltwater, ATEX (Y/N) |